Caractéristiques de production




CARTER
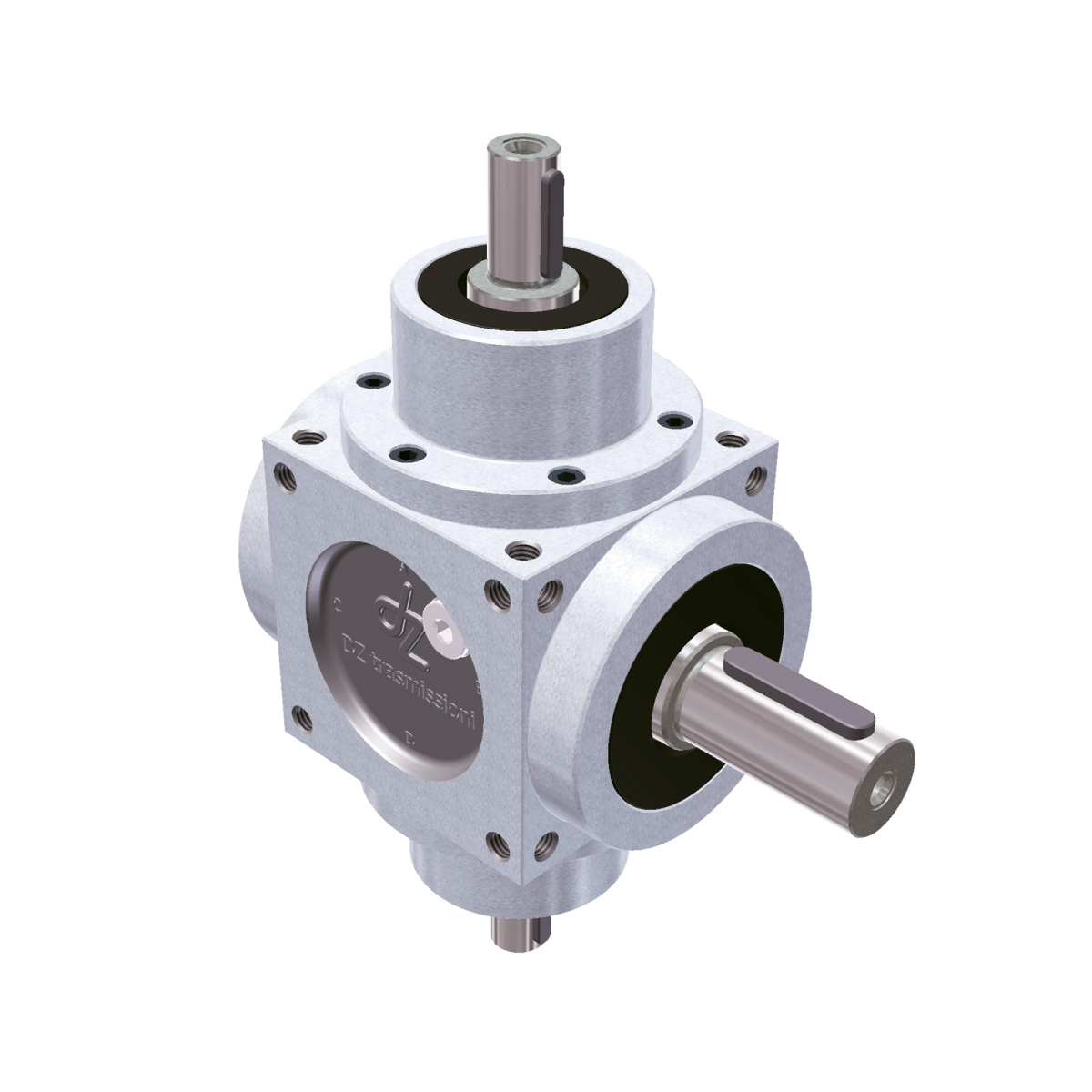
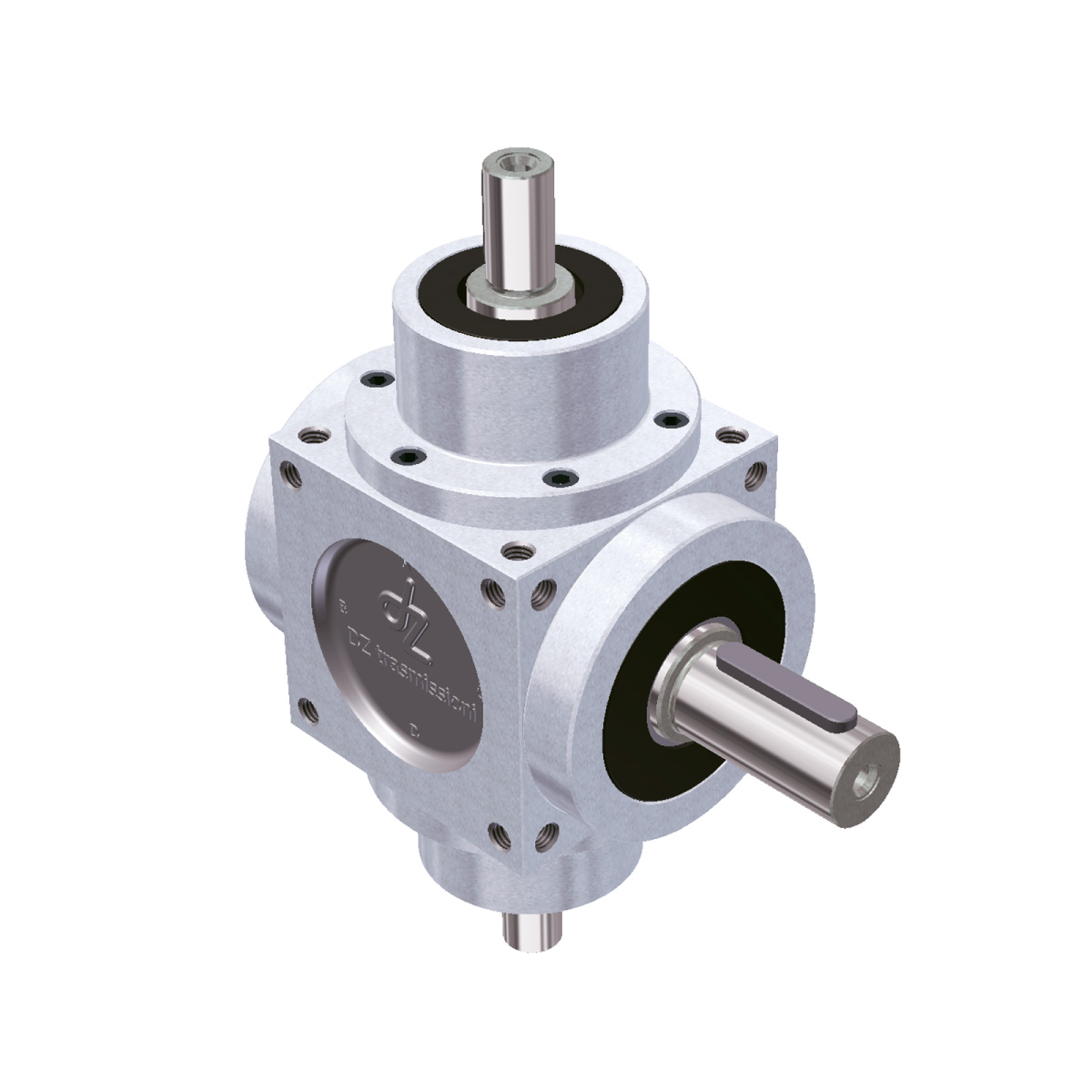
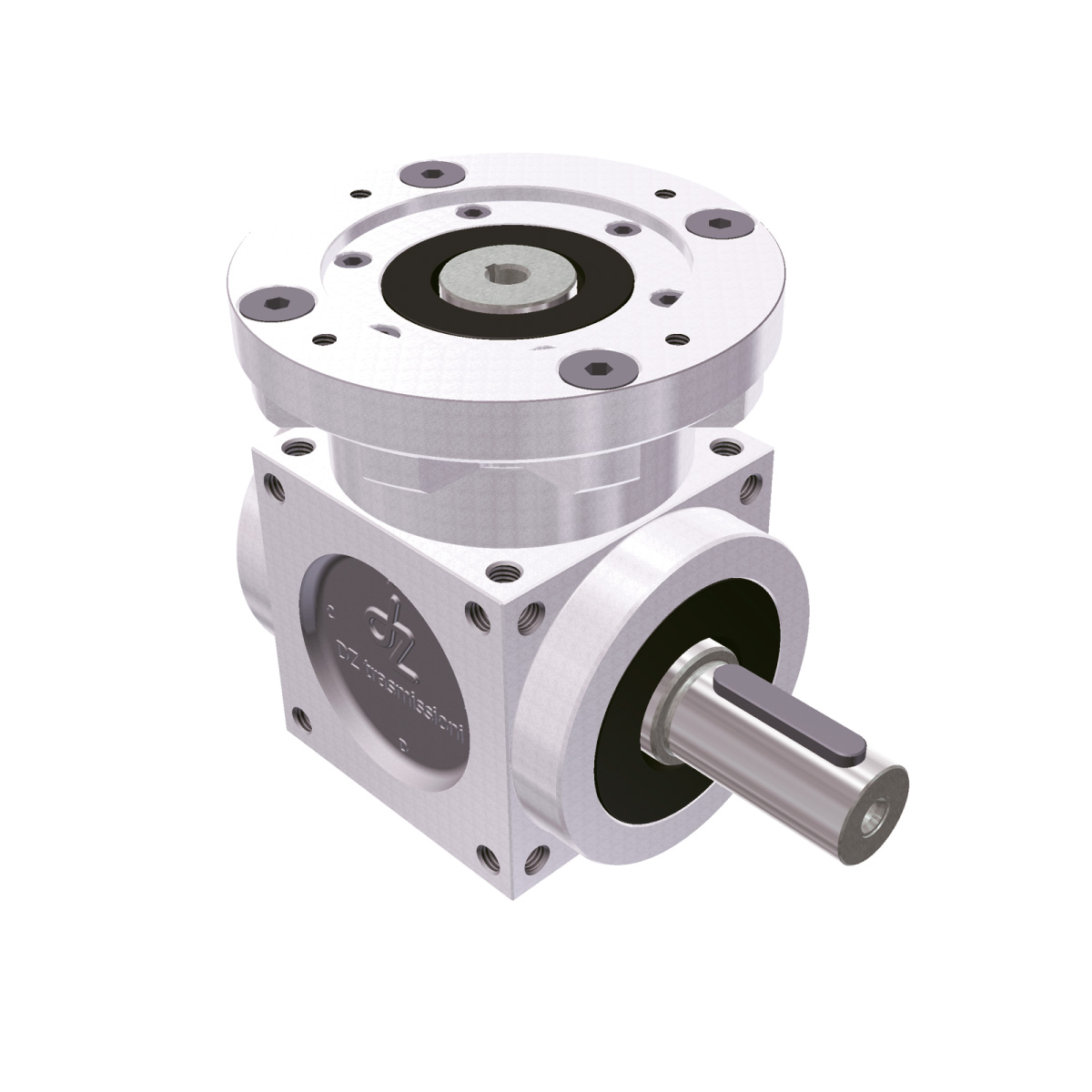
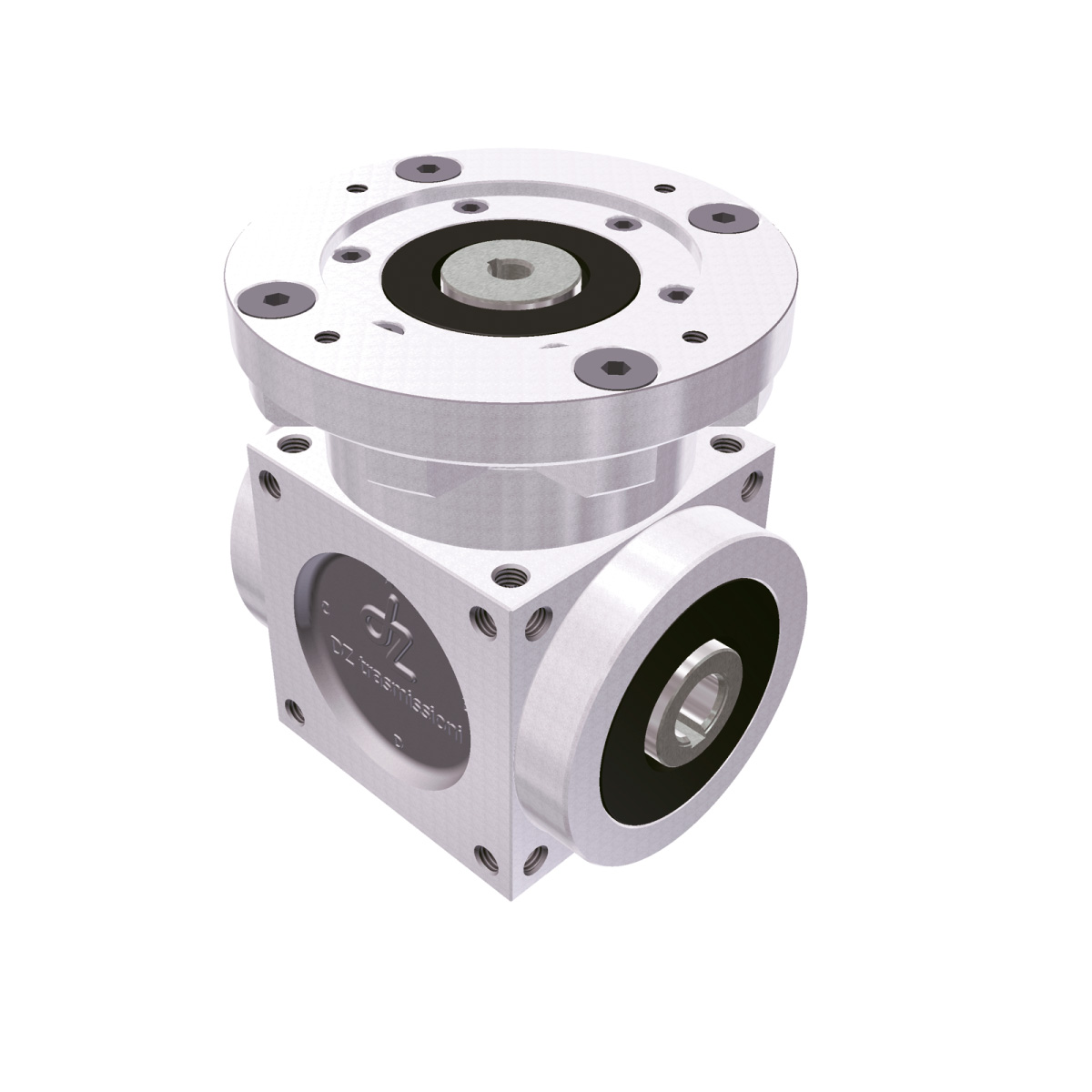
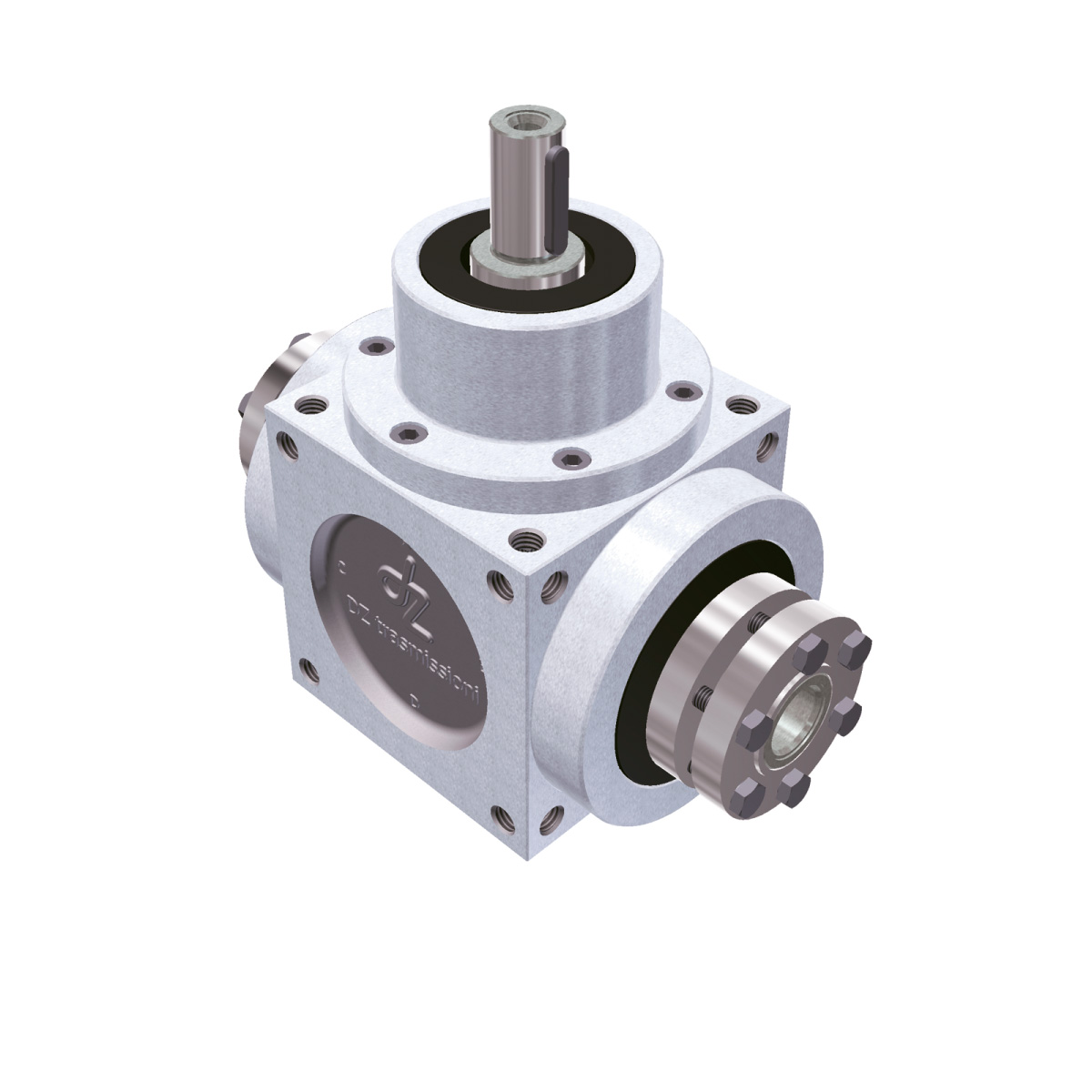
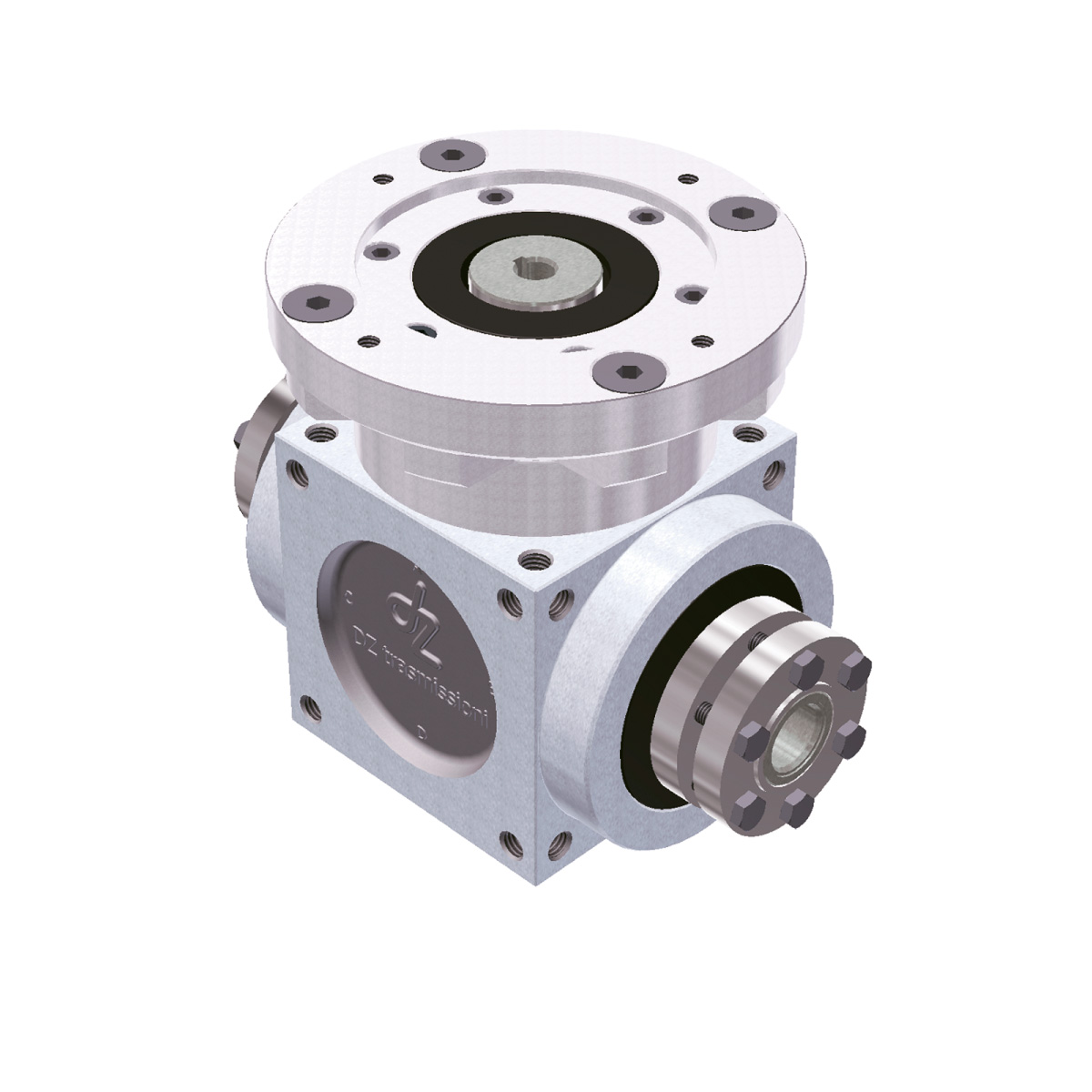
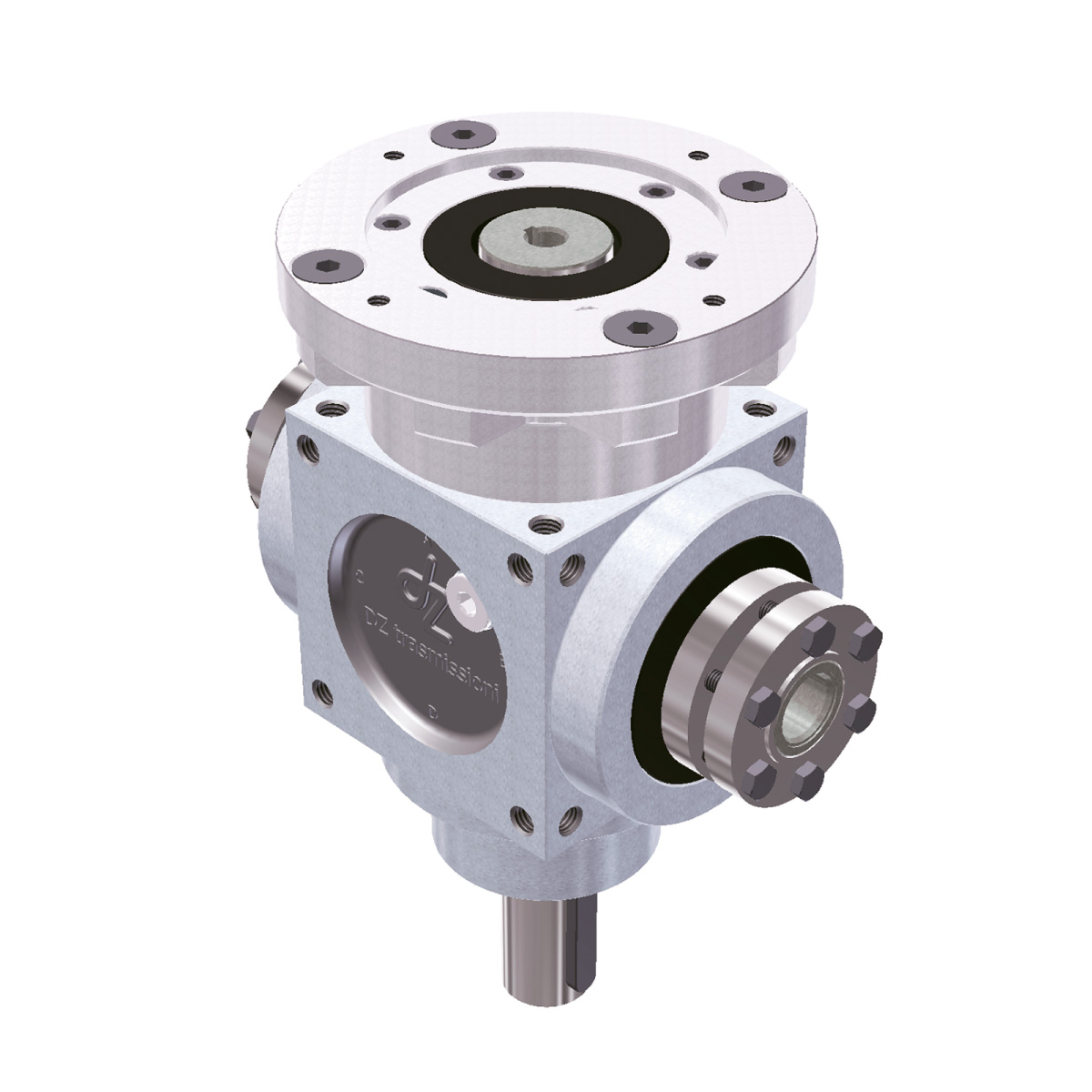
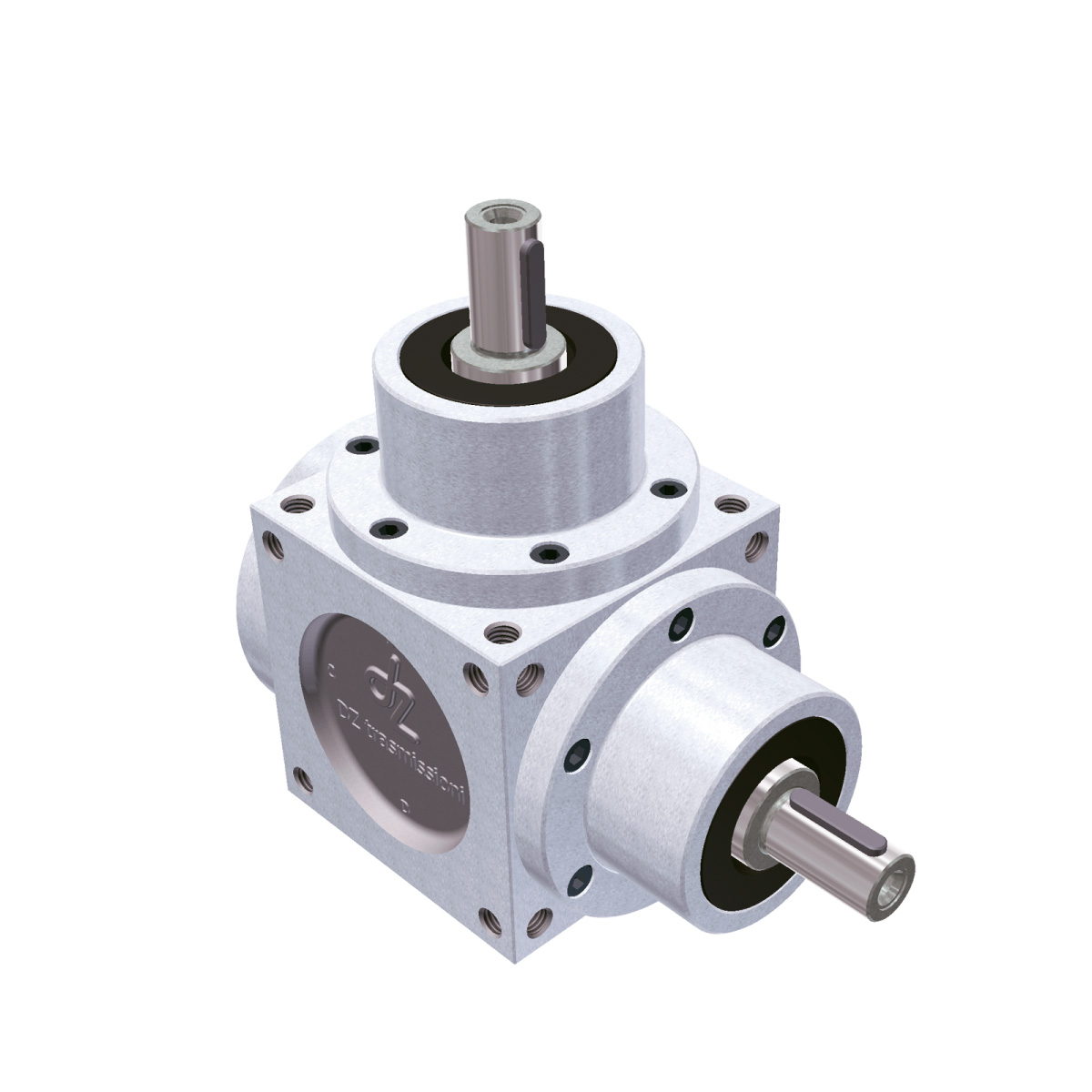
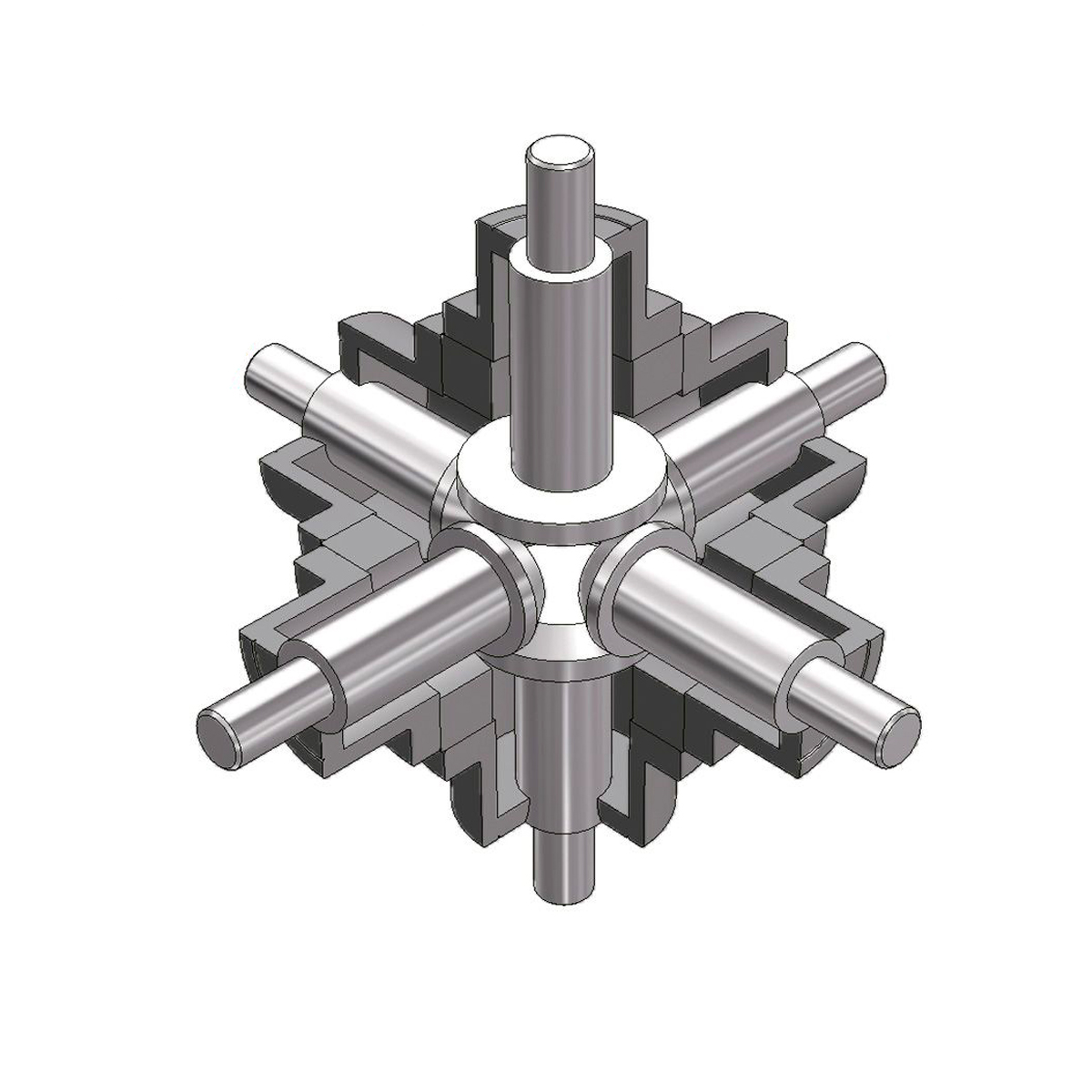
Les principales NOUVEAUTÉS de ce projet résident dans la construction totalement innovatrice des carters qui (à part celui de plus grande taille QB 350) sont en alliage d'aluminium, obtenus par un processus de tréfilage et/ou de moulage : rien que cela réduit déjà le poids total des groupes à concurrence de 2/3 en moyenne. De plus, dans les constructions classiques en fonte, désormais obsolètes, dans le but de de créer un boîtier qui soit déjà prêt à s’adapter à de nombreuses situations différentes, traditionnellement composé de quatre pièces (corps cubique central, deux brides latérales et une « tourelle »), on a perdu de vue le fait que tous ces éléments exigent des centrages sur des centres, des trous, des filets et des vis qui sont très encombrants, en plus de s’avérer beaucoup plus coûteux qu'une seule pièce, ou deux pièces, jusqu’à un maximum de trois, comme on les trouve sur notre concept innovateur de carter.
En plus du problème des coûts (qui n'est certes pas anodin), il existe également un motif technique fondamental : l'absence de brides, de centrages sur centrages ainsi que de vis nous permet, à égalité de dimensions extérieures des groupes, d'obtenir des alésages beaucoup plus grands, qui permettent le montage des engrenages et des paliers qui, sous certaines tailles, représentent plus de 30-40 % des anciens modèles. On le répète : à égalité de dimensions extérieures, il s'ensuit que les performances augmentent encore plus que les dimensions géométriques des éléments en jeu.
De plus, la précision totale, elle aussi, en particulier pour ce qui est de la recherche de jeux angulaires de plus en plus petits entre entrée et sortie, présente également un énorme avantage. Il suffit de rappeler qu’avec l'ancien système, l'axe B-C était composé de la bride B + carter + bride C, de deux paliers centrés sur les brides B et C, qui étaient à leur tour centrées sur le carter, lequel centrait et supportait à son tour l'arbre et/ou l'arbre percé. Au contraire, avec notre nouvelle construction, on a l'axe B-C sur le carter et un seul alésage sur lequel les paliers sont directement centrés, lesquels centrent et supportent eux-mêmes l'arbre et/ou l'arbre percé.
Beaucoup de fabricants promettent des jeux angulaires s’inscrivant à moins de 5' de degré, voire moins, et nous ne pouvons certes pas remettre en question ce que nos concurrents affirment, nous signalons simplement à nos clients que l'obtention de certains résultats, précisément en raison de la nouveauté de notre projet, se présente, dans notre cas, bien plus aisée dans la pratique.
La première taille est 54 monobloc rigide en alliage d'aluminium ; dans les dimensions suivantes, allant de 86 à 166, le carter est composé de deux pièces, toujours en aluminium. De 200 à 250, le carter est en trois pièces, toujours en alliage d'aluminium, tandis que le plus grand 350 est en fonte, et le carter est constitué de 4 pièces. L'aluminium, qui est le matériau que nous avons toujours le plus utilisé pour les carters, obtenu aussi bien par tréfilage que par moulage, par rapport à l'ancien concept du carter conçu en 4 pièces en fonte, réduit le poids total du groupe d'environ 2/3 en moyenne, un aspect non négligeable face aux nouvelles exigences en matière d'économies d'énergie. Imaginez de pouvoir réduire le poids de votre voiture à hauteur de 2/3 : vous auriez sûrement besoin de quelques litres d'essence ou de diesel en moins pour atteindre la même destination. Ce n'est pas un hasard si les plus grands constructeurs automobiles mondiaux préfèrent l'aluminium à la fonte pour les embases de leurs moteurs : l'aluminium est évidemment le matériau du futur. En plus de sa principale caractéristique de légèreté, l'aluminium est beaucoup moins oxydable que la fonte ; il se prête en outre, selon les besoins, à de nombreux traitements tels que l'anodisation, la phosphochromatation et la GHA Golden Hard Anodizing (brevet no EP1207220) qui, à l’aide des ions d’argent, empêche la prolifération bactérienne, un excellent traitement pour les industries alimentaire, chimique, pharmaceutique et pour de nombreuses autres applications.
Un carter en aluminium, à la suite de ce traitement de 20 microns d'épaisseur, résiste 10 000 heures en brouillard salin ; la même pièce en acier inoxydable AISI 316 résisterait 6000 heures avec des coûts plus que doublés.
En plus du problème des coûts (qui n'est certes pas anodin), il existe également un motif technique fondamental : l'absence de brides, de centrages sur centrages ainsi que de vis nous permet, à égalité de dimensions extérieures des groupes, d'obtenir des alésages beaucoup plus grands, qui permettent le montage des engrenages et des paliers qui, sous certaines tailles, représentent plus de 30-40 % des anciens modèles. On le répète : à égalité de dimensions extérieures, il s'ensuit que les performances augmentent encore plus que les dimensions géométriques des éléments en jeu.
De plus, la précision totale, elle aussi, en particulier pour ce qui est de la recherche de jeux angulaires de plus en plus petits entre entrée et sortie, présente également un énorme avantage. Il suffit de rappeler qu’avec l'ancien système, l'axe B-C était composé de la bride B + carter + bride C, de deux paliers centrés sur les brides B et C, qui étaient à leur tour centrées sur le carter, lequel centrait et supportait à son tour l'arbre et/ou l'arbre percé. Au contraire, avec notre nouvelle construction, on a l'axe B-C sur le carter et un seul alésage sur lequel les paliers sont directement centrés, lesquels centrent et supportent eux-mêmes l'arbre et/ou l'arbre percé.
Beaucoup de fabricants promettent des jeux angulaires s’inscrivant à moins de 5' de degré, voire moins, et nous ne pouvons certes pas remettre en question ce que nos concurrents affirment, nous signalons simplement à nos clients que l'obtention de certains résultats, précisément en raison de la nouveauté de notre projet, se présente, dans notre cas, bien plus aisée dans la pratique.
La première taille est 54 monobloc rigide en alliage d'aluminium ; dans les dimensions suivantes, allant de 86 à 166, le carter est composé de deux pièces, toujours en aluminium. De 200 à 250, le carter est en trois pièces, toujours en alliage d'aluminium, tandis que le plus grand 350 est en fonte, et le carter est constitué de 4 pièces. L'aluminium, qui est le matériau que nous avons toujours le plus utilisé pour les carters, obtenu aussi bien par tréfilage que par moulage, par rapport à l'ancien concept du carter conçu en 4 pièces en fonte, réduit le poids total du groupe d'environ 2/3 en moyenne, un aspect non négligeable face aux nouvelles exigences en matière d'économies d'énergie. Imaginez de pouvoir réduire le poids de votre voiture à hauteur de 2/3 : vous auriez sûrement besoin de quelques litres d'essence ou de diesel en moins pour atteindre la même destination. Ce n'est pas un hasard si les plus grands constructeurs automobiles mondiaux préfèrent l'aluminium à la fonte pour les embases de leurs moteurs : l'aluminium est évidemment le matériau du futur. En plus de sa principale caractéristique de légèreté, l'aluminium est beaucoup moins oxydable que la fonte ; il se prête en outre, selon les besoins, à de nombreux traitements tels que l'anodisation, la phosphochromatation et la GHA Golden Hard Anodizing (brevet no EP1207220) qui, à l’aide des ions d’argent, empêche la prolifération bactérienne, un excellent traitement pour les industries alimentaire, chimique, pharmaceutique et pour de nombreuses autres applications.
Un carter en aluminium, à la suite de ce traitement de 20 microns d'épaisseur, résiste 10 000 heures en brouillard salin ; la même pièce en acier inoxydable AISI 316 résisterait 6000 heures avec des coûts plus que doublés.


ENGRENAGES
Coniques découpés sur machines GLEASON, à dents en spirale, qui garantit une capacité de charge maximale. Ils sont fabriqués en acier au nickel-chrome. Le traitement de surface de durcissement par cémentation garantit une longue résistance à l’usure, tout en laissant le cœur de la dent tenace et élastique afin de résister aux chocs mécaniques. Le jeu angulaire entre les engrenages est réglé pour garantir un engrènement et un silence optimaux ; sur demande expresse, il peut être REELLEMENT réduit à 5' de degrés, mesuré sur l'arbre lent (la couronne dans des rapports autres que 1:1) avec des conditions de livraison et des prix spéciaux.
Il convient de savoir et de comprendre que, dans les rapports 1:1, le jeu angulaire détecté sur l'axe d'entrée, en bloquant l'axe de sortie, et vice versa, est toujours le même au même point de rotation. Et, quoi qu’il en soit, lors d'une rotation de 360°, il va d'un minimum à un maximum en fonction des imperfections de l'usinage, et surtout de l'erreur d'excentricité des deux axes en rotation.
Dans les quatre autres rapports 1:1,5 - 1:2 - 1:2 - 1:3 et 1:4, il faut tenir compte du fait que, pour effectuer un tour complet de l’engrenage le plus grand (couronne arbre lent), il faut effectuer, selon le rapport, 1,5 ou 2 ou 3 ou 4 tours sur le plus petit engrenage (pignon axe rapide). Par conséquent, pour effectuer un contrôle réel et total du jeu angulaire, dans des rapports autres que 1:1, en allant de son minimum à son maximum, il est nécessaire de procéder à une rotation complète de la couronne qui, comme on l’a dit, correspondra à 1,5 ou 2 ou 3 ou 4 tours du pignon et, en conséquence, procéder à un relevé en différents points pour obtenir la valeur recherchée, du minimum au maximum.
Outre cela, il est très important de tenir compte du fait que, dans des rapports autres que 1:1, l'axe rapide, selon le rapport, présentera un jeu angulaire qui sera 1,5, 2, 3, 4 fois supérieur à celui qui est relevé au même point de rotation de l'arbre lent (engrenage grande couronne).
En conclusion, pour un jeu angulaire mesuré sur l'axe lent, au même point, le jeu angulaire de l'axe rapide sera directement proportionnel au rapport, et pour en connaître la valeur, on le multipliera par le rapport lui-même.
Il convient de savoir et de comprendre que, dans les rapports 1:1, le jeu angulaire détecté sur l'axe d'entrée, en bloquant l'axe de sortie, et vice versa, est toujours le même au même point de rotation. Et, quoi qu’il en soit, lors d'une rotation de 360°, il va d'un minimum à un maximum en fonction des imperfections de l'usinage, et surtout de l'erreur d'excentricité des deux axes en rotation.
Dans les quatre autres rapports 1:1,5 - 1:2 - 1:2 - 1:3 et 1:4, il faut tenir compte du fait que, pour effectuer un tour complet de l’engrenage le plus grand (couronne arbre lent), il faut effectuer, selon le rapport, 1,5 ou 2 ou 3 ou 4 tours sur le plus petit engrenage (pignon axe rapide). Par conséquent, pour effectuer un contrôle réel et total du jeu angulaire, dans des rapports autres que 1:1, en allant de son minimum à son maximum, il est nécessaire de procéder à une rotation complète de la couronne qui, comme on l’a dit, correspondra à 1,5 ou 2 ou 3 ou 4 tours du pignon et, en conséquence, procéder à un relevé en différents points pour obtenir la valeur recherchée, du minimum au maximum.
Outre cela, il est très important de tenir compte du fait que, dans des rapports autres que 1:1, l'axe rapide, selon le rapport, présentera un jeu angulaire qui sera 1,5, 2, 3, 4 fois supérieur à celui qui est relevé au même point de rotation de l'arbre lent (engrenage grande couronne).
En conclusion, pour un jeu angulaire mesuré sur l'axe lent, au même point, le jeu angulaire de l'axe rapide sera directement proportionnel au rapport, et pour en connaître la valeur, on le multipliera par le rapport lui-même.


ARBRES ET AXES CREUX POUR FRETTES DE SERRAGE
Ils sont fabriqués en acier au carbone traités à 80 Kg/mm². Les arbres des axes rapides également, dans les rapports autres que 1:1, ne forment pas une seule pièce avec le pignon et donc ils sont trempés, il est donc possible d'effectuer sur ceux-ci des usinages ultérieurs ainsi qu'un simple trou pour une tige pour obtenir un blocage radial et axial sans jeu. Arbres mâles rectifiés, tous avec tolérance h7, arbres percés pour languettes et/ou frette de serrage rectifiés, tolérance H7.
Entraînements extérieurs sur arbres mâles ayant tous une languette UNI 6604-A, tolérance languette h9 insérée dans son logement sur l'arbre avec tolérance P9 (couplage bloqué) exempts de jeux résiduels. Logements des languettes dans tous les arbres percés à trous traversants et pour les moteurs dans les brides Pam sur les côtés, tolérance H9.
Tandis que, à l'intérieur, le couplage entre l'arbre et les engrenages est réalisé avec une forte interférence et des languettes trempées puis nickelées de manière chimique, avec une épaisseur minimum de 20 microns afin de garantir la double fonction de forte trempe superficielle (500/530 HV) contre les empreintes, mais aussi de créer une forte interférence sur le couplage afin d’éliminer tout jeu radial résiduel éventuel.
Entraînements extérieurs sur arbres mâles ayant tous une languette UNI 6604-A, tolérance languette h9 insérée dans son logement sur l'arbre avec tolérance P9 (couplage bloqué) exempts de jeux résiduels. Logements des languettes dans tous les arbres percés à trous traversants et pour les moteurs dans les brides Pam sur les côtés, tolérance H9.
Tandis que, à l'intérieur, le couplage entre l'arbre et les engrenages est réalisé avec une forte interférence et des languettes trempées puis nickelées de manière chimique, avec une épaisseur minimum de 20 microns afin de garantir la double fonction de forte trempe superficielle (500/530 HV) contre les empreintes, mais aussi de créer une forte interférence sur le couplage afin d’éliminer tout jeu radial résiduel éventuel.

PALIERS
Seuls des paliers de marques prestigieuses sont utilisés et, à l'exception de la taille 54, où ces petits paliers ne sont pas disponibles sous forme conique et sont des roulements à billes à profondes rainures, toutes les autres tailles dans tous les axes de rotation (y compris les arbres percés aveugles pour couplage des moteurs électriques) sont supportées par des roulements à billes coniques, qui offrent les garanties les meilleures dans les conditions les plus sévères.

JOINTS DE LUBRIFIANT INTÉRIEUR
Dans les centrages des brides (s’ils sont présents), l'étanchéité statique est garantie par des joints toriques tandis que les fermetures, toujours statiques, lorsqu'il n'y a pas de saillies d'arbres ou d'arbres percés, sont réalisées avec des bouchons en tôle recouverts de nitrile résistant aux huiles.
Les joints statiques des bouchons d'huile (le cas échéant) sont en aluminium recuit, tandis que les joints dynamiques des éléments rotatifs (objets soumis à une usure) sont tous réalisés avec des bagues d'étanchéité rotatives qui sont d’habitude en un mélange de nitrile, également disponibles avec une lèvre anti-poussière pour les environnements particulièrement « sales » ; températures de fonctionnement recommandées -20° C à +80° C.
Pour des situations particulières, il existe des bagues en VITON, SILICONE, KALREZ, TEFLON, DES JOINTS MÉCANIQUES DE TOUS TYPES, PRESSE-ÉTOUPES ; dans de tels cas, il est conseillé de contacter notre service technique et commercial pour vérifier quelles sont vos exigences spécifiques.
Les joints statiques des bouchons d'huile (le cas échéant) sont en aluminium recuit, tandis que les joints dynamiques des éléments rotatifs (objets soumis à une usure) sont tous réalisés avec des bagues d'étanchéité rotatives qui sont d’habitude en un mélange de nitrile, également disponibles avec une lèvre anti-poussière pour les environnements particulièrement « sales » ; températures de fonctionnement recommandées -20° C à +80° C.
Pour des situations particulières, il existe des bagues en VITON, SILICONE, KALREZ, TEFLON, DES JOINTS MÉCANIQUES DE TOUS TYPES, PRESSE-ÉTOUPES ; dans de tels cas, il est conseillé de contacter notre service technique et commercial pour vérifier quelles sont vos exigences spécifiques.

LUBRIFICATION
Tous les groupes sont livrés déjà avec du lubrifiant, la taille 54 ayant une graisse synthétique permanente, toutes les autres tailles ayant de l’huile.
Dans le cas de montages où l'axe A est tourné vers le haut et, éventuellement, avec rotation à basse vitesse, où il s’avérerait difficile d'atteindre et de lubrifier le palier situé à proximité de la saillie de l'arbre A, toutes les tailles de tous les modèles ont la possibilité, grâce à une bague d'étanchéité rotative montée entre les deux paliers de l'axe A, de créer une chambre qui est normalement remplie avec une graisse synthétique de consistance 00, afin de procéder à une bonne lubrification à vie du palier occupant la position critique.
Voir la Section Éléments pour la Rédaction du Code Produit pour obtenir les renvois présentant cette forme particulière.
Les versions sans indication sont livrées sans la chambre de graissage supplémentaire.
Des huiles et des graisses spéciales sont disponibles pour des applications spécifiques.
Voir la Section Éléments pour la Rédaction du Code Produit pour obtenir les renvois présentant cette forme particulière.
Les versions sans indication sont livrées sans la chambre de graissage supplémentaire.
Des huiles et des graisses spéciales sont disponibles pour des applications spécifiques.